close
Choose Your Site
Global
Social Media













As a premier packaging manufacturer and bulk supplier, we present these premium metallic pouches designed to elevate your product presentation. Crafted for high-capacity production lines and commercial retail environments, these resealable barrier bags combine striking aesthetics with rigorous structural integrity.
Direct-from-factory volume fulfillment
Advanced multi-layer barrier technology
Fully customizable for commercial branding
| Color: | |
|---|---|
| Size: | |
| Quantity: | |










Step into a new tier of retail presentation with our colorful metallic ziplock stand-up pouches. When you run your fingers across the surface, you will immediately notice the premium tactile feedback—whether you opt for the silky, muted elegance of the matte finish or the striking, light-catching brilliance of the glossy and holographic options. This is not merely a container; it is a meticulously engineered preservation environment. The satisfying, crisp snap of the heavy-duty resealable ziplock track assures your end-users that their roasted coffee beans, exotic loose-leaf teas, or premium bath salts remain as fresh and aromatic as the day they were packed on your facility floor.
Beyond the immediate visual and tactile allure, these pouches are designed to solve critical shelf-life challenges that impact your bottom line. The robust metallic core acts as an impenetrable shield, locking in the rich, complex aromas of delicate spices while aggressively blocking out ambient moisture, destructive oxygen, and harmful UV light. This means your goods retain their peak flavor profiles, vibrant colors, and intended textures for significantly longer periods. By upgrading to these structurally sound, self-standing bags, you instantly command attention on crowded retail shelves, ensuring your brand stands upright, stays pristine, and consistently delivers an unboxing experience that drives consumer loyalty and repeat purchases.
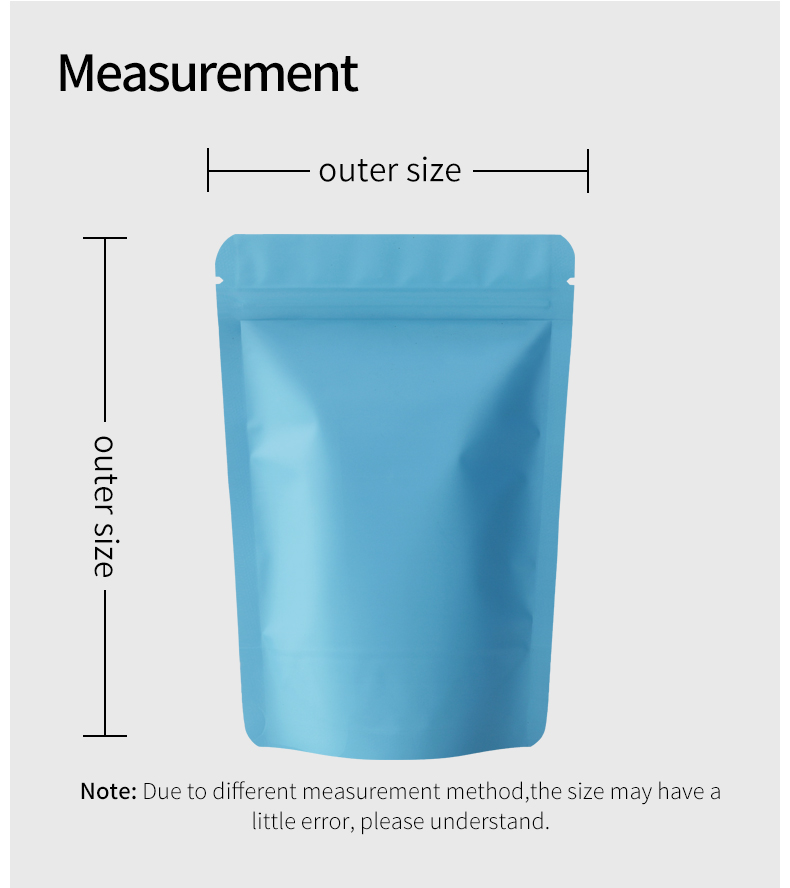
Understanding the precise technical parameters of your packaging is crucial for ensuring seamless integration into your automated filling lines and maintaining absolute product safety. The table below outlines the exact specifications, material compositions, and structural dimensions of our metallic stand-up pouches. From the food-grade laminated films to the versatile capacity ranges, every metric is calibrated to meet rigorous international commercial standards. Review these details to confirm compatibility with your operational requirements, physical product characteristics, and custom branding initiatives.
Parameter | Specification Details |
|---|---|
Product Name | Colorful Metallic Ziplock Stand Up Pouches |
Material Structure | PET/VMPET/PE, BOPP/VMPET/PE (Food Grade Laminated Material) |
Thickness | 80 - 150 microns (per side) or Customized |
Size/Capacity | 1oz to 5lb (e.g., 100g, 250g, 500g, 1kg) or Customized |
Color/Printing | Custom Colors (Gold, Silver, Blue, Pink, etc.), Gravure Printing (up to 10 colors) or Digital Printing |
Surface Finish | Glossy, Matte, or Holographic Metallic Finish |
Closure Type | Resealable Ziplock with Tear Notch |
Bottom Style | Stand-up Bottom Gusset (K-Seal or Doyen) |
Key Features | Moisture-proof, Light-proof, High Barrier, Smell-proof, Puncture Resistant |
Applications | Coffee, Tea, Snacks, Candy, Nuts, Spices, Pet Food, Bath Salts, Cosmetics |
Certifications | FDA, SGS, ISO9001, BRC, EU Standard |
MOQ | 500 pcs (Digital Printing) / 10,000 pcs (Gravure Printing) |
Elevating your brand requires packaging that performs just as flawlessly as it looks. Our metallic stand-up pouches are engineered with a suite of advanced features designed to optimize your supply chain, reduce spoilage, and captivate the end consumer. By integrating heavy-duty closures and resilient barrier films, these bags actively protect your profit margins while enhancing the daily user experience for your customers.
Aroma and Flavor Preservation: The specialized smell-proof barrier traps volatile compounds inside the bag, ensuring that the rich scent of your coffee or spices is only released when the consumer unseals the package, delivering a powerful olfactory experience.
Unwavering Structural Stability: The precision-engineered bottom gusset allows the pouch to expand and stand completely unsupported. This maximizes your brand's visibility on retail shelving without sagging, tipping over, or looking unkempt after handling.
Effortless Consumer Access: Equipped with dual laser-scored tear notches, the bags offer a clean, frustration-free opening experience. The track-aligned ziplock ensures a perfect, airtight reseal every single time, preventing spills and maintaining freshness.
Exceptional Puncture Resistance: The multi-layered lamination process creates a tough, durable exterior that withstands the rigorous friction and impacts of transit. It reliably protects sharp-edged contents like dried pasta, roasted nuts, or coarse salts from piercing the protective film.
To fully grasp how these pouches can transform your product lines, it is essential to examine the multidimensional engineering behind them. As a dedicated packaging manufacturer, we focus on every detail—from material safety to visual impact—ensuring our solutions align perfectly with your commercial objectives and compliance requirements.
We utilize premium food-grade laminated materials, specifically engineered blends like PET/VMPET/PE. Fully certified by FDA and SGS, these non-toxic, odorless films guarantee absolute safety for direct food contact. This uncompromising approach to material science eliminates compliance concerns for your procurement team and ensures consumer health is never at risk.
The core VMPET (Vacuum Metallized PET) layer acts as a formidable environmental fortress. It aggressively blocks oxygen ingress, ambient moisture penetration, and degrading UV rays. This smell-proof and moisture-proof ecosystem drastically extends the shelf life of sensitive goods, significantly reducing inventory shrinkage and spoilage costs.
Stand out in a saturated retail market with unparalleled visual execution. We support up to 10-color gravure printing for large-scale, cost-efficient runs, alongside agile digital printing for smaller, targeted product launches. Choose from silky matte, high-gloss, or mesmerizing holographic finishes to maximize your product's visual impact and perceived value.
Consumer satisfaction is built into the physical design. The heavy-duty resealable ziplock provides a satisfying, secure seal for repeated daily use. Paired with precision tear notches for an effortless initial opening, the engineered bottom gusset transforms the pouch into a sturdy, self-standing billboard that consumers proudly display on their kitchen counters.
These pouches adapt seamlessly across highly diverse industries. Whether your facility is packaging delicate cosmetic powders, gourmet roasted snacks, high-protein pet treats, or heavy bath salts, the robust construction handles varying bulk densities, weights, and textures effortlessly, making it a universal solution for your entire product portfolio.
Rely on a stable manufacturing partner capable of scaling with your growth. Our rigorous quality control protocols—including tensile strength evaluations, drop simulations, and vacuum leak testing—ensure every batch is flawless. With flexible MOQs and streamlined production cycles, we guarantee consistent, on-time delivery to keep your automated lines running without interruption.
Selecting the right manufacturing partner is a critical decision that directly impacts your operational efficiency, packaging costs, and ultimate brand reputation. We do more than just supply empty bags; we provide comprehensive packaging solutions backed by decades of specialized industry expertise. Our state-of-the-art facility is optimized for precision printing, rapid scalability, and relentless quality assurance, ensuring that every unit you receive meets the highest global standards.
Factory-Direct Economics: By streamlining the supply chain and eliminating intermediaries, we offer highly competitive pricing structures that improve your profit margins without ever compromising on material integrity or print quality.
Agile Manufacturing Capabilities: Whether your strategy requires a rapid 500-piece digital print run for a seasonal market test or a 10,000-piece gravure order for nationwide distribution, our production lines adapt seamlessly to your required scale.
Stringent Quality Assurance: Every production run undergoes rigorous stress testing. From burst pressure evaluations to seal-integrity checks, we ensure zero-defect deliveries arrive at your warehouse, ready for immediate filling.
Dedicated Structural Consultation: Our technical engineering team collaborates directly with you to determine the exact micron thickness, material lamination blend, and dimensional sizing required to perfectly house, protect, and present your specific product.
Navigating the complexities of flexible packaging procurement can raise specific technical questions regarding material performance and production logistics. Below, we have compiled detailed answers to the most common inquiries our commercial partners ask to help you make highly informed purchasing decisions.
Q1: How does the VMPET layer differ from standard aluminum foil in terms of barrier protection?
A: VMPET (Vacuum Metallized PET) provides an exceptional barrier against light, moisture, and oxygen, closely rivaling pure aluminum foil but with greater flexibility and a more cost-effective profile. It is highly resistant to flex-cracking during transit, ensuring the integrity of the protective barrier remains completely intact from factory to consumer.
Q2: Can these pouches withstand the high-speed demands of automated filling machines?
A: Yes. The pouches are engineered with optimized inner slip coefficients and anti-static properties. This allows the bags to open smoothly and move seamlessly along automated tracks and filling nozzles without jamming, thereby maximizing your operational throughput and minimizing downtime.
Q3: What testing protocols do you use to ensure the ziplock closure remains airtight over time?
A: We subject our closures to rigorous lifecycle testing, including repeated mechanical open-close cycles and pressurized submersion tests. This guarantees the ziplock track retains its strong gripping force and leak-proof seal long after the consumer has initially opened the package.
Q4: Are the inks used for custom printing compliant with food safety regulations?
A: Absolutely. We exclusively utilize premium low-migration, food-grade inks that comply with stringent FDA and EU standard regulations. Furthermore, the printing is reverse-trapped between the outer PET layer and the inner laminations, ensuring zero risk of ink migration into the consumable product.
Q5: How do I determine the correct micron thickness for my specific product weight?
A: Thickness requirements depend heavily on the product's bulk density and edge sharpness. For lightweight powders or teas, 80-100 microns is typically sufficient. For heavier or sharper items like bone-in pet treats, dense bath salts, or heavy hardware, we recommend 120-150 microns to ensure maximum puncture resistance. Our technical team is always available to provide precise recommendations based on your product's unique profile.